Blog
A Guide to Our 5 Key Rubber Conveyor Belts & Their Industrial Applications
In mining, metallurgy, coal processing, and building materials, choosing the right conveyor belt is critical to safety, efficiency, and long-term cost savings. At Baoding Maohang Trading, we offer five core rubber conveyor belt types, each engineered for specific industrial challenges. Below is a clear breakdown of their features and best use cases:
Our Core Products: Engineered for Performance and Durability
Guided by our team’s decades of industry experience, our core products are crafted to withstand harsh industrial environments, meet international quality standards, and adapt to varied operational scenarios. We focus on three key product categories to provide comprehensive conveying solutions:
1. Standard Rubber Conveyor Belt


The all-round workhorse of industrial material handling, our standard rubber belts are built for durability and versatility.
- Key Features: High tensile strength, excellent wear resistance, and consistent performance under normal working conditions. They use premium rubber compounds and multi-ply fabric reinforcement to resist tearing, punctures, and abrasion.
- Best For: General-purpose conveying in mines, quarries, cement plants, and logistics facilities, handling bulk materials like coal, ore, gravel, and grains.
2. Flame-Retardant Conveyor Belt

Safety is non-negotiable in high-risk environments, and our flame-retardant belts are designed to meet strict international safety standards.
Key Features: Made with flame-resistant rubber compounds and anti-static materials. They self-extinguish when exposed to fire and prevent static buildup, reducing the risk of sparks igniting dust or gases.
Best For: Underground coal mines, enclosed processing plants, and facilities handling flammable materials, where fire safety is a top priority.
3. Steel Cord Conveyor Belt

For long-distance, high-capacity conveying, our steel cord belts deliver unmatched strength and stability.
Best For: Large-scale mining operations, port terminals, and bulk material handling projects requiring high capacity and long-distance transport.
Key Features: Reinforced with high-tensile steel cords embedded in rubber, these belts offer exceptional tensile strength and minimal elongation. They handle heavy loads and long spans without sagging or stretching.
4. Heat-Resistant Conveyor Belt
Designed to withstand extreme temperatures, these belts prevent degradation when handling hot materials.
Best For: Steel mills, foundries, cement plants, and waste-to-energy facilities, where materials like hot clinker, slag, or ash need to be transported.
Key Features: Specially formulated rubber compounds resist heat aging, cracking, and delamination, even when exposed to continuous high temperatures (up to 200°C+).
5. Large-Incline Conveyor Belt
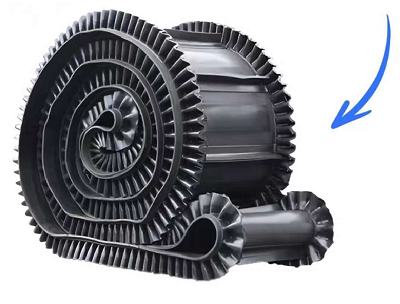
Eliminate material spillage and optimize space with our large-incline belts, engineered for steep-angle conveying.
Best For: High-angle conveying in mines, power plants, and aggregate processing facilities, where space is limited or vertical material movement is required.
Key Features: Equipped with corrugated side walls and cleats, these belts prevent material roll-back and spillage, even at steep angles (up to 90°). They eliminate the need for transfer points, saving space and reducing maintenance.
No matter your industrial challenge—whether it’s high temperatures, fire risk, steep inclines, or long-distance transport—we have a conveyor belt solution tailored to your needs. All our belts are customizable in width, length, and specifications to match your exact working conditions.
Contact us today to discuss your project and find the perfect conveyor belt for your operation!